
阀门在线气密测试机是在生产线上进行的泄露测试,是根据国标GB/T 13927-2008 工业阀门 压力试验以及GB 8464-2008-T 铁制和铜制螺纹连接阀门而开发的生产线上专用的阀门密封性测试和上密封性测试设备,为了实现球阀或者其他阀门如闸阀,截止阀等的自动化生产而开发,可以接驳上道工序的阀门自动组装机,下道工序可以接驳自动装手柄机,阀门自动包装机等自动化设备,从而形成一个球阀的全自动生产。阀门在线气密测试机实现了阀门的自动上下料,自动装夹,自动测试,OK/NG自动分流,完成了球阀的气密测试的全自动流程。
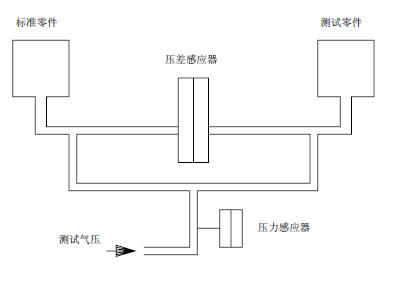
压差法气密测试原理(采用压差传感器来测量测试工件和标准件做比对)
在线气密测试原理是在密闭的工件腔体内通入一定压力的气体,同时在一个标准罐体内通入同样压力的气体,静止一段时间,观察标准罐体内的压力与工件,因泄漏而在差压传感器上产生的微小压差。检漏仪根据差压传感器的输出变化来定量地计算被测物的漏气量。基准物的存在使外界环境及工作本身差异时测试的影响降到了最小。克服了以上诸方式的不足,提高了气密性测试的效率、精度及可靠性。
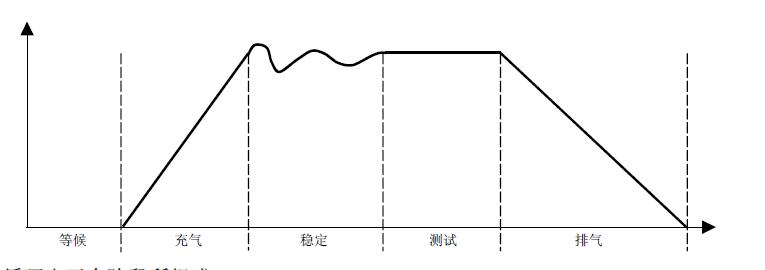
压差法气密测试的几个步骤(充气,平衡,测试,放气)

为了测得精密的泄露数据,我们特意开发了在线气密测试模块或者叫在线泄露测试模块,专门用于自动化生产线做气密性测试,防水检测,密封性检测需生的气密性检测应用模块,适用于阀门,管路,手机,充电枪,摄像头需要做密封性测试,防水检测,气密性检测的地方需定制。

作为生产线上使用的在线气密测试设备,既要兼顾生产节拍,又要保证检测精度,所以需要多个工位来配合,在此我们采用了十个工位,每个工位除了做到工件的自动上下料,也要保证自动装夹,同时为了检测内漏和外漏,需要用到步进电机或者伺服电机来打开或关闭阀门。

阀门在线气密测试机/微漏测试机采用十路测试模块,每个模块集成了压力传感器,压差传感器的高精度AD转换模块,将气密测试或者泄露测试标准化,模块自动完成数据采集,记录,存储,计算等功能,完成结果可通过通讯方式或者IO直接输出,该模块还集成了多个逻辑工作,完成了自动化测试设备需要的气缸,电机等协同配合,不需要客户编程,客户只管接线就可以完成气密或者泄露测试。该模块是针对自动化业者而开发,傻瓜式一键操作,大大降低了气密测试设备或者泄露测试设备的开发难度。
二、阀门在线气密测试机/微漏测试机动作流程
①、1.双成品转移机械手将前道的阀体抓取至2.方向转盘圆盘,一次抓取两件。
②、2.方向转盘旋转180度,将产品转向,并做备料等待处理,连机前可由人工放料,实现机器运转。
③、13.取料机械手将产品夹取,在11.Y轴电机和6.X轴电机的驱动下自动寻位,将产品放入8.单体球阀测试工位中进行测试。
④、测试完成的产品将由13.取料机械手拿出,并自动判断好坏将产品放入9.成品输送线中输出。
⑤、合格品将从4.合格品输出线送出,不合格品将从3.不合格品输出线中输出以区分。
三、阀门在线气密测试机/微漏测试机测试流程
该球阀测试线将沿用台湾 闸阀气密测试的测试步骤进行气密测试,方法可行,测试结果可靠。 步骤:
1、13.取料机械手将工件送至8.单体球阀测试工位中后,由上下密封气缸将阀体两端在聚氨酯密封垫的工作下将阀体两端进行密封。
2、旋转伺服在力控制(力可设定大小)的情况下将阀杆正反转一次,确定阀杆灵活可用,若转动超出设定力大小将直接判定为不合格品。旋转伺服将最后控制阀杆停在45度角。
3、测试开始,向阀体内通入约0.3Mpa的气压进行测试,主要测试的内容为阀杆处密封和壳体的密封情况,(充气2S,稳定3S,测试9S,排气1S)此项测试通过后将在排气之前将阀杆关闭,现0.3Mpa的气压密封于球体内。
4、上道排气完成后,下阀口开打向上阀口内入约0.7Mpar 压力,由于球体内的压力为0.3Mpa所以若上阀口的密封失效,可测试出阀体的泄漏(充气2S,稳定3S,测试9S,排气1S)
5、上道排气完成后,上阀口开打向下阀口内入约0.7Mpar 压力,由于球体内的压力为0.3Mpa所以若下阀口的密封失效,可测试出阀体的泄漏(充气2S,稳定3S,测试9S,排气1S)
6、两端再次密封,将阀杆旋转45度以释放球内的密封气体再将检测气压的变化(测试3S)可准确判读出该球阀的密封情况.
7、测试完成,耗时约50S,其它时间将用于阀体的转移搬运。
四、阀门在线气密测试机/微漏测试机机器参数:
需要电源:AC220V
需要气源:大于0.5Mpa(自带增压泵)
测试效率:6S/件
五,阀门在线气密测试机/微漏测试机控制方式
阀门在线气密测试机/微漏测试机全程采用日本三菱PLC控制,实现闭环控制,无紊乱。人机交换中心为维纶触摸屏,实现操作简单化。
阀门在线密封性测试机工作视频:
|
 0574-86175138
0574-86175138

