一、设备概述
本机主要是针对压力表自动组装而开发的机器,机器在人工加料后可以实现全自动组装,检测及下料,效率高。
二、组装要求
工人手动将工件(机芯)放入工装内后,其余工件倒入震动盘内启动后,实现自动组装,检测及下料,机器工作不用人工参与,只需加料。
三、整机布局
整机预计占地面积为1700X1700mm²
备注
气源:0.4-0.9MPA
电源:AC220V
效率:<7秒每件
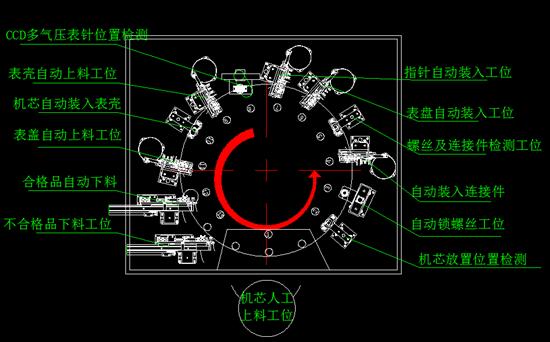
四、主要工作工位
1号工位----人工上料工位
由人工装机芯放入圆工位上,并准确定位。
2号工位------机芯位置检测
对工人上料的机芯进行位置检测,防止人工放错出现的机器误装。
3号工位-----自动锁螺丝工位
在此工位对机芯上双螺丝进行锁定
4号工位-----连接件自动上料工位
工件由震动盘排列好后,由机械手移栽至4号工位上完成组装。
5号工位-----螺丝及连接件检测工位
在此工位对螺丝及机芯连接件的安装进行检测,确保没有问题。
6号工位-----表盘自动上料工位
工件由震动盘排列好后,由机械手移栽至6号工位上完成组装。
7号工位-----表针自动上料工位
工件由震动盘排列好后,由机械手移栽至7号工位上完成组装。
8号工位-----表针位置CCD镜头检测工位
对表针位置进行光学检测,可分气压段进行检测,确保表针安装准确。
9号工位-----表壳自动上料工位
工件由震动盘排列好后,由机械手移栽至9号工位上完成组装。
10号工位-----机芯成品装入表壳工位
在此工位将机芯成品装入表壳内,完成组装。
11号工位-----表盖自动上料工位
工件由震动盘排列好后,由机械手移栽至11号工位上完成组装。
12号工位----最终成品自动下料工位
在此工位对成品压力表进行下料。
13号工位-----CCD检测不合格下料
在此工位对CCD检测不合格产品进行下料,其它工位的不合格品将转回至人工放料工位,由人工取出。
|
 0574-86175138
0574-86175138