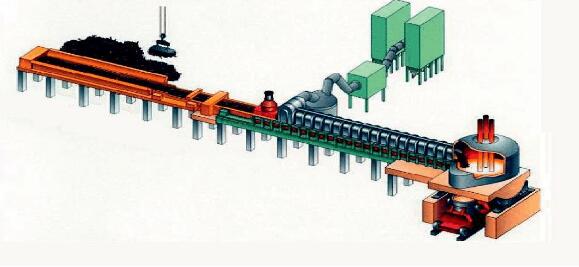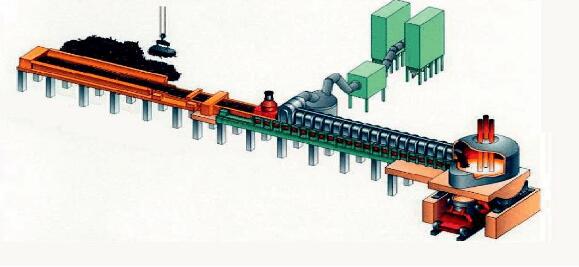
电炉炼钢生产工艺

地条钢炼钢电炉自动控制系统,新建炼钢工程自动化控制系统是按电炉――精炼炉――连铸机这一生产流程的三电一体化设计原则,包括计算机控制、检验仪表和电气传动等。该系统拟按一级PLC配置,即基础自动化级。 基础自动化级主要面对生产实际工艺过程的顺序控制、逻辑控制、回路控制和各种工艺参量的监视和报警。各个工艺环节的主要检测控制信号均送入基础自动化级,显示、报表、控制和报警等均由基础自动化级完成。原则上不再设置现场仪表盘(个别除外),各个相关控制室均设置MMI操作站。
电炉自动炼钢的内涵可以分为两个层次:第一层次,代替入(手)进行吹氧、供电及加料操作,同时进行冶炼终点的自动判定,将这一层次仍称为自动炼钢;第二层次,代替入(脑)进行冶炼过程的优化,如功率曲线优化、供电优化、吹氧优化等,将这一层次称为智能炼钢。因此,某些智能化的电参数调节和控制系统,如NAC公司的IAF、AMIGE公司的SmartARC.SIEMENS公司的SimeltNEC等,绝不是智能炼钢的全部。目前,电弧炉自动(智能)炼钢技术还较大程度地落后于转炉炼钢,这与前者系统更开放、主原料更多样、能量输入更复杂以及过程周期更长的特点有关。
电炉炼钢控制模型分为静态模型和动态模型。
静态模型是基于热平衡及物料平衡的理论计算,或以前炉次数据的统计分析结果来建立一些模型,并经由模型来获得一套静态的冶炼进程曲线。实际冶炼过程总是处于不断的变化中,特别是当代先进电弧炉在能量输入、主原料结构等方面均更趋于复杂化,但又对节能降耗、准确判定冶炼终点等提出更高的要求,因此静态模型显然是难以胜任的。动态模型是基于简单的反馈控制而建立的模型。过程动态控制系统包括冶金数据库、专家系统、智能化控制模型等,对冶炼全进程进行预报和优化。
电炉的连续进料系统
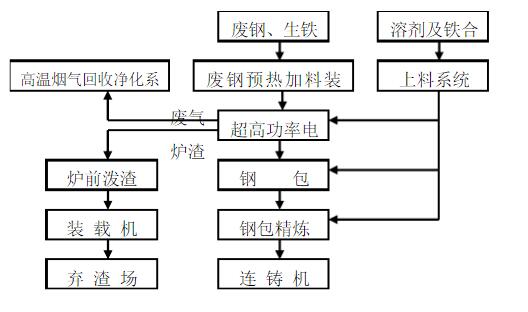
电炉炼钢生产工艺
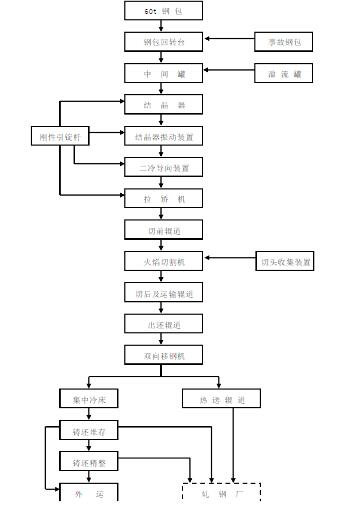
电炉炼钢的连铸机工艺流程
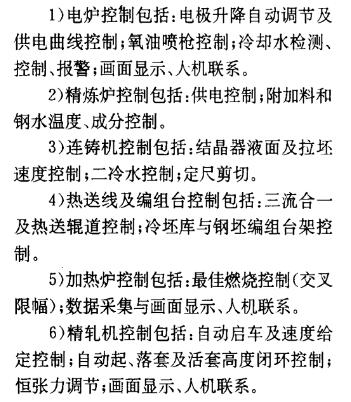
电炉炼钢的自动控制系统:
1.基础自动控制单元
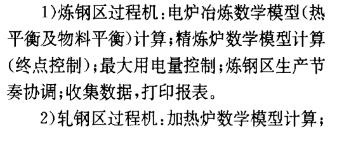
2.过程控制单元

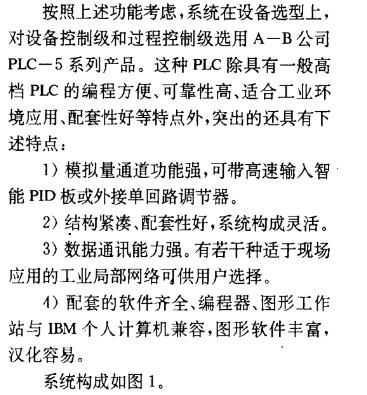
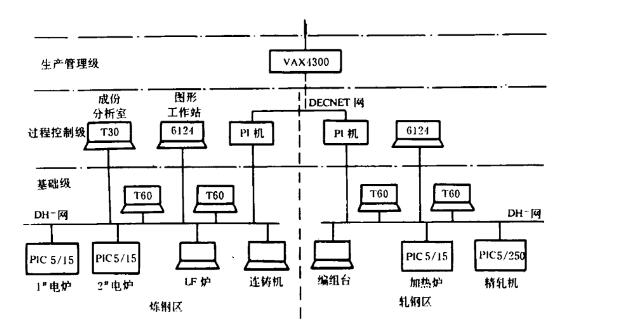
电炉炼钢自动控制的计算机系统
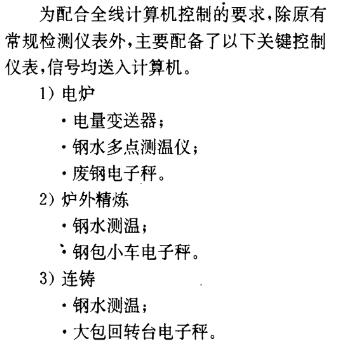
检测仪表单元
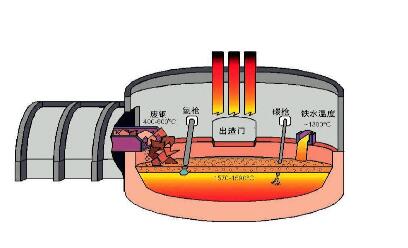
在电弧炉生产中,炼钢工艺过程与转炉有很多相同之处,而主要的不同之处在于电极控制。输送到电弧炉中的功率数值与电弧长度有关;当电炉变压器二次电压一定时,则与电弧等效电阻有关。
当电炉在工作过程中,特别是在炉料培化期,电弧放电间隙经常变化,离开正常工作状态的各种俯差(从电极同金属短路直至断弧的偏差)不断地发生。电弧放电长度的变化必然导致输入功率的变化,从而破坏了工艺规范。因此,对电弧炉工作的根本要求是在最佳用电规范下保持规定的电弧长度。
欲保持电弧长度不变,可借助于连续调节每一电极下弧隙长度的方法来达到。也就是说,调节电弧炉功率的最普遍方法是采取通过移动电极位置来改变电弧长度的方法。
由于在炉料熔化期,电气制度极不平衡,时常有冲击电流及短路现象发生。在这种情况下,如果采取手动调节,则操作者难以胜任;此外,如果一并考虑电极数目(三相炉内有三根电极)和大型炉子的电极重量等问题,则手动调节更加困难。因此,电弧炉必须配备电极升降自动调节器。
电弧炉调节器的调节条件及调节任务颇为复杂。在熔化冷料时,长度为数毫米的电弧在不太大的范围内就产生数兆瓦的功率。此时,电弧温度达数千度,被熔金属在电极下面迅速而剧烈地熔化、蒸发、飞溅,并且电弧移到附近的金属块上。因此,电弧长度、电弧电流及功率不断地发生变化。
当电流小于额定值时,输入炉内的电能减少,熔化时间拖长,电能及电极消耗量均增大;而当电流非常大时,即使是数秒钟也能使线路损耗大大增加,导致输入炉内电能减少及设备的各项指标降低。此时,电弧长度非常短,特别是当电极与赤热或液态金属接触时,实际上会产生使金属遭受增碳的危险,这种现象在冶炼各种合金时是不允许发生的。可见,在电弧炉内维持最佳的用电规范是一项特别艰巨的任务,熔炼出的钢材质量及设备利用率的高低均与此有关。
每相电极都配有单独的自动调节器。调节器的主要部分包括控制电极升降的原动机以及调节器本体。调节器是一种对电炉内电气制度变化非常敏感的仪器,它根据炉子电气信号控制电极升降。
|
 0574-86175138
0574-86175138