气密性检测是保证产品质量,生产安全的重要工序,它在生产过程中的作用已经得到了广泛的认可,其应用领域也越来越广,从以前的汽车制造业己经拓展到了现在的一般日用品行业、家用电器、食品包装、医疗器械等。
气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测, 通常是在元件或系统使用过程中进行检测。如果有合适的传感器, 其方法相对简单。本文中介绍的气密性检测, 一般是在元件或系统制造过程中进行检测,通常需要定量检测, 而且要求快速、大量地在生产现场进行。
气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。因此这两种方法在满足高精度、高效率的生产需求方面显得力不从心。
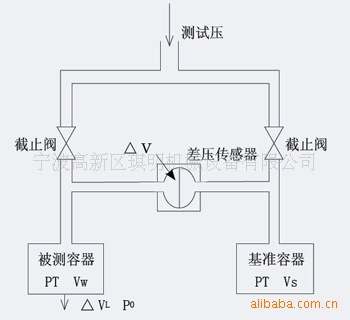
为了提高检测精度和效率,实现检测自动化,目前比较流行的气密性检测方法是差压法,基本原理如图1所示。被测容器如果有泄漏,必然造成容器内气体质量的流失,使容器内原有的气压减低,通过测量容器内气体压力降可以推导出实际容器泄漏的气体量,以达到检测气体泄漏量的目的。
泄漏流量与差压的关系可以用下式表示:
公式

上式中,PT为测试压,P0为外界压力(大气压),VW为被测容器容积,VS为基准容器容积,V为由于差压的产生造成的差压传感器内容积的变化,ΔVL为排到大气中的泄漏量,ΔP为差压,QL为气体泄漏流量,t为产生差压△P相对应的测试时间。其中PTP0均为绝对压力。
基于上述基本原理,国内外众多厂家都开发出了气密性检测仪,比较著名的有法国ATEQ公司,美国的USON公司,日本的COSMOS公司等。ATEQ 公司为世界制造气密性测试仪器的先驱,涉及汽车、医药、家电、压铸、包装、阀门、煤气、电子、建筑、航空等领域。USON公司也生产很多种类型的测漏仪,它的4000系列提供了多种检测模式,同时考虑到了测漏性能、泄漏量、以及针对实际应用中不同被测物的容积及泄漏量大小提供了相应的产品。COSMOS 主要生产针对特殊化学气体的泄漏检测设备。

QMX-II仪器是轻巧高精度的差压式空气测漏仪。具有先进的误差修正功能以及多频道功能,能对应多品种测试并以流量单位显示泄漏量,容易管理及操作。能满足用户在不同要求下的自动测漏,从而减轻劳动强度。
・标准器误差修正值预设功能
・2段报警设定及NR(减少误差)模式
・泄漏量以流量显示
・内置高性能差压传感器及智能空气回路Ⅰ
・16个频道
・日常检验用校正接口
・测试压监控及设定值显示功能
| 差压 |
最小显示值 |
1Pa(标准) |
| 显示精度 |
±5% of R.D. ±1Pa |
| 显示范围 |
±999Pa |
| 传感器耐压 |
5MPa |
| 泄漏量显示 |
0.00~±999mL/min |
| 报警设定范围 |
0~±999 |
| 频道数 |
16 |
| 时间设定范围 |
0~999.8s (当设定为999.9s时为无限大) |
| 电源 |
AC100~240±10%, 50/60Hz, 50VAmax |
| 测试压源 |
使用洁净的空气,气源的压力必须远高于测试压。 |
| 驱动压源 |
400~700kPa的洁净空气。 |
| 配管直径 |
Rc1/4(空气源,测试品及标准品配管) Rc1/8(驱动压源) |
| 通讯功能 |
串行接口RS-232C,可设定打印模式。 |
| 环境温度,湿度 |
5~40℃,80%RH以下,但不结霜。 |
| 重量 |
13kg |
| 附件 |
(测试仪)带有调压阀和油雾分离器。
(附件)固定支架,各种通讯用接口,电源线(3m),检查报告,操作说明书。 |
| 模拟输出 |
0~1V D.C.(差压传感器即时输出) |

基于差压测量的气密性检测技术虽然和传统的检测方法相比,提高了检测效率和自动化程度,但是在有些场合仍然不能满足生产效率的要求,尤其当被测工件的内容积较大时,为了保证一定的检测精度,必须保证足够的充气时间和平衡时间。因为,在充气过程中,气体的温度会发生变化,如果充气时间和平衡时间不足够长,温度变化不能稳定下来,进入检测过程时,温度变化会引起差压的变化,使检测精度下降。此时,检测精度和检测效率就成为了矛盾的关系。为了提高泄漏检测效率,国内外一些研究机构分别提出了一些理论和方法,如快速充气法、温度补偿方法、加装填充物减少被测工件内容积等方法。这些检测效率改进措施我们在实际应用中得到了验证和发展,通过采用上述效率改善措施后,工作节拍由原来的每2分钟1件提高为每1分钟1件,检测效率提高了50%。此外,为满足自动化生产的需要,我们公司在气密性检测仪的基础上又开发出了各种集上料、封堵、检测、显示、报警、卸料等功能于一体的自动化泄漏检测设备。
|
 0574-86175138
0574-86175138

