整条自动线由一台中心PLC控制柜来控制,可根据工艺要求(装料,盐浴,等温淬火,下料)编排工步顺序,根据工步顺序绘制逻辑图,予先在控制柜的触摸屏板上进行程序编制。
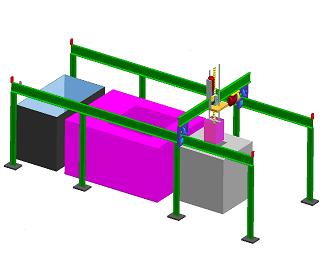
一、 机架采用工字钢为平台,采用异步电机为驱动源,通过加载减速机提升力矩。
二、 此设备暂定为两轴联动方式,即前后平移和工位上下运动。
三、 设备的平动速度为293mm/秒。
四、 由于此设备要求定位较为精准,所以需要加变频器进行控制。
五、 由于此设备需要有时候需要自动控制,所以利用可编程控制器进行控制。
六、 每套运动都要单独带刹车功能,这样即保证安全,也可以控制定位精度。
七、 此套设备的占地面积为6000mm*2100mm*1500mm
|
 0574-86175138
0574-86175138