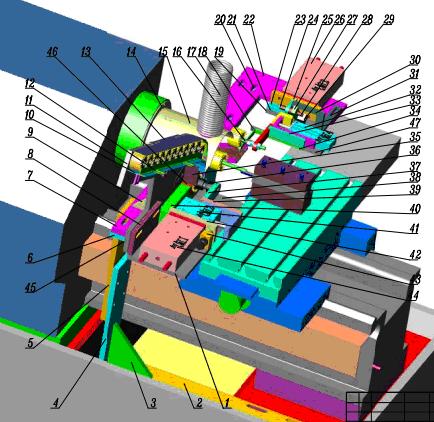
数控车床/自动仪表车自动上料机械手采用通过采样数控机床的动作信号,结合手动操作的经验,完全闭环控制工件的自动上料、自动加工、自动下料。
控制系统主要是采用可编程序控制器(三菱,西门子,欧姆龙等品牌PLC)控制,通过此控制器来控制各个机械动作的运行。每个动作的运行都由汽缸动作完成,能够做到快速、准确,每个动作都是在可控制范围之间运行。此系统的加入完全不影响车床本身动作及精度,所有动作都是在车床的控制范围内进行,和车床形成一种闭环控制系统。
系统本身是通过气动元器件控制,由于气动元件的气密性好,完全符合各种场合的气密性需求,而且所有动作都是在刀具退回到原始位置时才进入区域,在数控加工过程中,所有上料部分都会在原始位置,加工产生的铁屑等不会对上下料部分有大的影响。在工件进入卡盘前,吹气阀门打开,在气压稳定的情况下,完全可以做到吹净卡盘之间的铁屑等。
由于我们属于非标设备制造厂家,所有设备出厂之后,可能由于工艺及实际环境的不同,因此有随时更改设计和机械结构之权利,产品的规格以实物为主,其解释权归攀高自动化公司。
控制方案的设计要求如下:
一、 所有动作采取气动元器件执行,上料由人工排料,把产品依次按序摆放,料槽可以根据产品的大小进行调整。
二、 当一个产品加工完成后,下料机械手将进行下料动作,进入工作区后,完成夹持,卡盘松开等一系列动作。
三、 贵司必须配备固定气源,压力至少在6~8公斤的压力范围内。
四、 在调试阶段建议能够单独抽调一台用于调试,需要有专门人员负责,等调试完成,能够达到预期要求,就可以马上安装其他几台。这样就不至于影响贵司的生产计划。
五、 本系统主要是为了提高设备的自动化程度,对于本身产品的加工精度及工艺不会有所改变,产品的精度及工艺主要靠原机床来保证。
|
 0574-86175138
0574-86175138