LED日光灯管在日常生活中有广泛的应用,超市、学校、办公市、地铁等等,但凡能见得着的公共场所,都可以应用LED灯管照明。LED灯厂家LED日光灯的作业指导书,LED灯厂家必备!LED灯厂家必学!
工具/原料
电源
PC罩
LED光源
铝
螺丝
方法/步骤
清洁铝管 :
1检查铝管是否有拉伤,压扁
2.用酒精擦净铝管的要贴双面胶的位置,晾干酒精。
3.作业完毕,将作业品轻轻推于下一工位。

2贴双面胶:
1检查铝管是否有拉伤,压扁
2.用酒精擦净铝管的要贴双面胶的位置,晾干酒精。
3.作业完毕,将作业品轻轻推于下一工位。
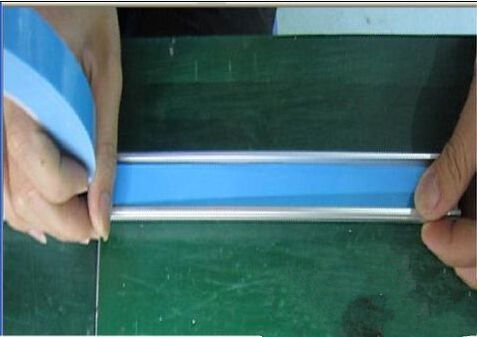
3贴面板 :
1.检查是否有在贴双面胶的位置清洁干净,
2.在铝管的平面贴上双面胶,双面胶起始端要与铝塑管平齐 ,边贴边用手按紧双面胶,尽量避免双面胶下面有气泡, 用刀片沿着铝塑管两端的横截面裁断双面胶。
3.撕下双面胶的隔层纸,边撕边看是否有气泡,如有就隔着
隔层纸把气体往边缘处挤掉。
4.作业完毕,将作业品轻轻推于下一工位。
5.检查双面胶是否有贴歪 气泡,
6.撕开双面胶的其中一面,
7.把铝基板在贴有双面胶的铝管的一头(间隙2mm)开始慢慢的边
用手按边贴下铝基板,切不可一下整个铝基板贴上去。
(如图所示)
8.自检OK后,将产品轻轻交给下一工位。
4装电源:
1.检查铝基板是否有贴歪,贴紧,
2.把电源从铝基板上有“LED+”“LED-”的一侧装入铝管,把白线
端先装入,较长的白线穿到铝管另外一边,电源顺着放入铝管中。
3.作业完毕,将作业品轻轻推于下一工位.

焊红色DC线,黑色DC线:
1.检查电源方向是否一致,压线,
2.黑色线焊在红色线的一边(即“LED+”位置)
3.黑色线焊在红色的线一边(即“LED-”位置)
(如图所示)
4.作业完毕,将OK产品推于下一工位。

焊灯头PCB板:
1.检查红黑线是否有焊反,尖点,假焊 ,
2.把线焊在PCB中间的焊点 (如左图所示)
3.作业完毕,将OK产品推于下一工位。

锁灯头线:
1.检查焊好的PCB板是否有假焊,
2.把焊好PCB板的AC线,孔与堵头空对齐,线朝堵头内板的对面
3.用电批吸螺丝锁紧 (如左图所示)
4.作业完毕,将OK产品推于下一工位。

装PC罩:
1.检查灯头内的螺丝是否锁紧,线是否有破皮,
2.先用带酒精的碎布把PC罩内部清洁干净.
3.把清洁好的PC罩装在铝管上。(如左图所示)
4.作业完毕,将OK产品推于下一工位。

装灯头:
1.检查PC罩两头是否与铝管一样长或短2mm
2.首先把线折弯放入铝管内,
3.把PC罩上面的保护膜撕开
4.将灯头盖上对好螺丝洞。
5.作业完毕,将OK产品推于下一工位。

打螺丝:
1.检查灯头与铝管的螺丝洞是否对好,是否有压线,
2.把螺丝放在灯头上的螺丝洞里,
3.用电批锁紧。
4.作业完毕,将OK产品推于下一工位。

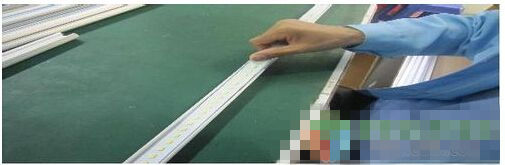
长度测试:
1.检查螺丝是否有打紧, 漏打,
2.先把治具校准
3.把灯管堵头平放入测试架内测试 (如图)
4.观察灯管能否能放入及放入后松紧;如不能放入或放入后间隙过大
(小于3mm),放入待修箱
5.作业完毕,将OK产品推于下一工位。

漏电测试:
1.检查仪器是否0.50KU ,DC, 5.00mA
1把灯管放在灯架上,背面朝上, (如图所示)
2.右手拿着高压棒贴着铝管,左手按绿色开关,按完后2秒,
显示绿灯亮说明此产品OK,如果红的亮说明此产品ON放入不良区
3.作业完毕,将OK产品推于下一工位。

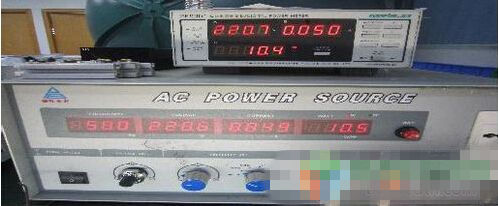
电性测试:
1.打开保护开关(扳向“开”的位置)。
2.把电源两AC线分别接在灯管的两堵头上(接之前要确保电源开关
在“关”的位置)
3.合上电源开关(扳向“开”),此时观察灯是否全亮,若有部分
不亮或是都不亮则是不良品,放入不良品区。若都亮,则把保护开
关扳向“关”此时观察功率计的读数是否在正常范围9.5-11.2
若在则说明是OK品。
4.完成后装入纸箱内。
老化测试:
1.取测试好的产品装入老化架测试48H。
2.测试48小时后,观察灯是否全亮,若有部分不亮或是都不亮则
是不良品,放入不良品区。若都亮,则是良品。
3.完成放入包装区,准备包装。

 0574-86175138
0574-86175138